
地膜覆盖栽培技术自20世纪70年代开始兴起,迅速在欧美、日本等国家普及,80年代以后大多数发展中国家应朋地膜覆盖技术的农田面积不断扩大。但是,随着地膜应用的增长,其负面作用也逐渐显现出来,由于残膜不易回收难降解,对农田和生态环境造成了严重的影响,被人们由原来的“白色革命”改称为“白色污染”.本研究采用废旧地膜和废镍砂开发发环保复合井盖,有效解决“白色污染”问题。
2、试验部分。
2.1主要原材料。
废旧地膜、废镍砂、交联剂、防老剂、废机油等。
2.2主要研究仪器和设备。
HGDF–Ⅰ型控温压力机、电子天平、WD-Ⅰ型电子万能测试机、偏光显微镜、电锯、马沸炉、扫描电子显微镜、单螺杆塑料挤出机、废膜造粒机、井盖成型机等。
2.3主要技术内容。
本项目将回收的废旧地膜经粉碎机粉碎成粉末状后,加入31%~33%的废镍砂(按总量计),同时加入一定量废弃机油、防老化剂等助剂,通过搅拌机充分搅拌均匀,高温下进行塑化,使再生塑料由固态粒料转变为黏流态(一般设定温度为140~200℃),承压成型为安全防盗井圈、井盖;之后进行产品检验检测。
2.4制备工艺。
1)原料处理工序。将回收的地膜等塑料材料冲洗后送入废膜造粒机组,出来的塑料颗粒按比例掺入工业废镍砂,通过增强、增塑、抗老化处理后送至成型工序。
2)成型工序。根据不同产品要求,将原料处理工序送来的半成品复合材料送至成型机加工成不同规格(轻型、普通型、重型)的井盖、井圈。
3)质量检测。根据国家关于复合材料的有关检验标准,对生产出来的井盖、井圈等进行质量检测,质量检测的方面包括其抗弯强度、缺口冲击强度、抗压强度、承载性等性能指标,对于不达标的产品返回原料加工车间二次加工。
2.5产品性能。
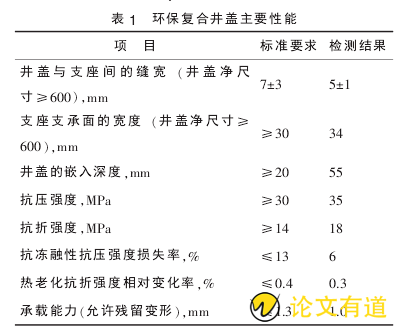
本研究开发的环保复合井盖性能符合CJ/T121-2000标准,产品的抗压强度至少能达到35MPa、抗折强度至少达到18MPa、抗冻融性抗压强度损失率最大只有6%;热老化抗折强度变化率最大0.3%;承载能力(允许残留变形)1.0mm;主要性能检测结果见表1:
3、结果与讨论。
3.1加工温度的确定。
温度是影响产品质量的重要因素,废旧地膜在一定温度条件下发生熔融,与填料充发生机械混合。
另外,熔体粘度与温度成反比关系,因而会使得挤出机的挤出量会因温度的变化而受到影响。温度过低,废旧地膜塑化不良,导致与填料的混合不充分,混合效果不理想。温度过高,废旧地膜容易产生分解、焦料甚至碳化现象,直接影响产品质量。同时,温度的确定要同时考虑根据原料配方、挤出机、螺杆转速的操作等综合因素,因此综合考虑上述因素,本研究温度定为:加料段200℃、熔化段200℃、计量段200℃,该温度下,材料混合均匀,挤出产品温度较高,适于加工成型。
3.2防老化剂的选择及用量确定。
复合材料老化的主要原因是其基体的老化所致,造成复合材料老化的原因主要有以下三点:首先是高聚物中的老化弱点,如不稳定结构、催化剂残留物等,会严重影响到高分子材料的老化性能,而这些老化弱点很多都是在聚合过符合程中被引入的;第二是在加工成型时,由于聚合物在热、氧等的作用下发生热老化;第三是在使用过程中,成品由于在空气中与热、氧、紫外线作用下,发生以自动催化氧化反应为主反应的氧化和分解。前两种通常可采用改进聚合工艺及对材料进行工艺处理和后序处理等工艺解决。而第三种在使用过程中会随着时间持续老化,必须对生成的游离基进行稳定,同时由于本研究所用的材料为废旧地膜,本身已有老化问题,在再生利用过程中除重点考虑加工温度外,在应用过程中应重点考虑其使用过程中的老化问题,通常情况下都是选择添加防老化及剂来解决,但是选择适宜的防老化剂及确定其用量是研究工作中的一个重点。本研究选用了3种老化剂,通过人工加速老化试验考察了其抗弯性能。试验结果见表2:
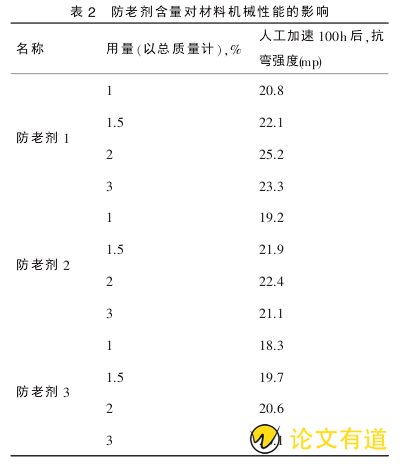
从实验结果可以看出采用防老剂1,用量在2%时到达到了最佳性能。
3.3废旧地膜和废镍砂配比的确定。
本研究中废旧地膜作为基体材料,废镍砂作为增强材料,废旧地膜的主要成分为聚乙烯PE,这是一种热塑性的塑料,就是说其加热时变软以至流动,冷却变硬,这种过程是可逆的,可以反复进行,这就是废旧地膜可循环再生利用的前提条件,其主要起到粘合作用;废镍砂作为增强材料是由于其虽然是冶炼后的废弃物,但是其成分中依然存在一定量的金属镍,还存在二氧化硅,这些都是非常好的增强材料。这两种材料的配比直接决定产品的性能、使用强度及使用年限等。废镍砂含量相对增多时,使得产品中的孔隙增多,砂塑粘结性变差,产品内部裂纹增多,从而在孔隙及裂纹处形成应力集中,使得产品料机械性能降低,当废镍砂含量相对减少时,产品韧性增加。另外,考虑保护环境及成本价格因素等综合因素,本研究对废旧地膜和废镍砂配比进行了对比试验,结果见表3:
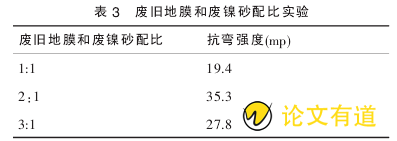
从实验结果可以看出废旧地膜和废镍砂配比在2:1时性能最佳。
3.4废机油的用量确定。
本研究采用废机油作为分散剂,使得粉末状废地膜和废镍砂均匀混合,制备的井盖井圈具有良好的机械性能;废机油的主要成分为矿物质油,这是一种良好的分散剂,其能够与废旧地膜、废镍砂有适当的相容性,对废镍砂的表面进行有效润湿,改性废镍砂粒子表面性质,防止固体粒子之间的团聚,因而能够减少完成分散过程所需要的时间和能量,稳定所分散的增强材料-废镍砂,调整废镍砂粒子的运动性。故此,废镍砂能够稳定地分散在废旧地膜树脂基黏流态中。本研究对废机油的用量进行了研究,结果见表4.
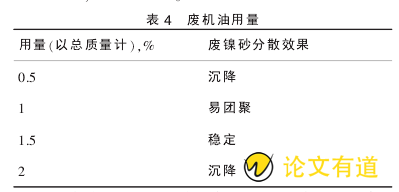
从实验结果可以看出废机油用量在1.5%时分散效果最佳。
3.5交联剂的选择及用量确定。
为了提高基体材料废旧地膜的性能,必须对其进行一定的改性,交联是聚合物改性的一种重要方法。目前,聚乙烯交联的方法主要有:过氧化物交联、高能辐射交联、硅烷交联等。本研究采用硅烷交联改性,硅烷偶联剂是一类分子中同时含有两种不同化学性质基团的有机硅化合物,其曾粘作用主要是通过与聚合物生成化学键、氢键;润湿及表面能效应;改善聚合物结晶性、酸碱反应以及互穿聚合物网络的生成等而实现的。其经典产物可用通式YSiX3表示。Y代表非水解基团。包括乙烯基或带Cl、NH2、SH、环氧基、N3、OCOCMe=CH2、NCO等末端官能团的烃基,即碳官能基;X代表可水解基团,如OMe、OEt、OC2H4OCH3、Cl、OAc及OSiMe3等(最常见的是OMe,OEt)。Y中所带的官能团容易和有机聚合物中如Cl、环氧基、NCO、OH、NH2、COOH、SH、CH=CH2等反应,从而使硅烷和有机基团连接;当硅官能团水解时,则Si-X转化成Si-OH,并副生HX,如中性的EtOH、MeOH、Me3SiOH、MeOC2H4OH及酸性的HCl、HOAc等。副反应主要是Si-OH与Si-OH或被处理基材表面的Si-OH发生缩合脱水反应形成Si-O-Si,还可与某些氧化物(如氧化铝、氧化锡、氧化锆、氧化钛、氧化镍等)反应,生成稳定的Si-O键合,这一反应促使硅烷与无机物或金属连接形成化学键连接。我们在偶联剂选择中主要考虑具有自由基的种类,自由基型硅烷偶联剂的作用机理以ViSi(OOBu-t)3为例,但在受热下t-BuOO可分解产生自由基,与树脂反应形成共价键结合,并导致产生良好的粘结性。有人指出,在通式为:R`mR`4-(m n)Si(OOR)n的过氧化硅烷中,过氧基越多,则偶联效果越好。若分子中R`为不饱和基时,则偶联效果更佳。因此,我们选择KH-570(γ-甲基丙烯酰氧基丙基三甲氧基硅烷)作为表面改性剂是适宜的。本研究也考察了交联剂用量和产品抗弯强度的关系,结果见表5.
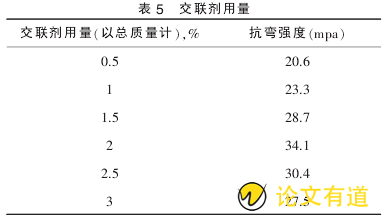
从实验结果看,交联剂用量在2%时效果最佳。
4、结论。
1)本研究95%以上的原材料采用废弃物,符合环境保护和资源再利用的要求。
2)本研究的最佳配方参数为废旧地膜和废镍砂为2:1,防老剂、废机油、交联剂用量(以总质量计)分别为2%、1.5%、2%.
3)利用废旧地膜、废镍砂等废旧材料开发环保复合井盖,产品具有机械性能强度高、耐碱、耐热、耐寒、弹性模量高等特点。
参考文献:
[1]莫志深。再生塑料粉煤灰复合材料井盖[J].再生资源循环济,2008,1(1):24-28.
[2]唐宪友。井盖用再生树脂基复合材料的制备及性能研究[D].哈尔滨:哈尔滨工业大学硕士论文:33.
[3]王正洲,瞿保钧,范维澄。聚乙烯的交联技术研究进展[J].高分子材料科学与工程,2001,1(17):7-10.
[4]王震鸣。复合材料力学和复合材料结构力学[J].北京:机械工业出版社,1991.